
Blöndunartæki úr kopar eru almennt notuð á heimilum og í atvinnuskyni vegna endingartíma þeirra, viðnám gegn tæringu, og aðlaðandi fagurfræði. Í þessari grein, við munum kanna framleiðsluferli koparblöndunartækja, frá hráefni til fullunnar vöru.
Hráefni Aðal hráefni sem notuð eru við framleiðslu á koparblöndunartækjum eru kopar og sink. Kopar er aðalhluti kopar, venjulega að gera upp 60-70% af málmblöndunni, en sink gerir það sem eftir er 30-40%. Einnig má bæta öðrum málmum eins og blýi og tini við málmblönduna til að auka sérstaka eiginleika koparsins.
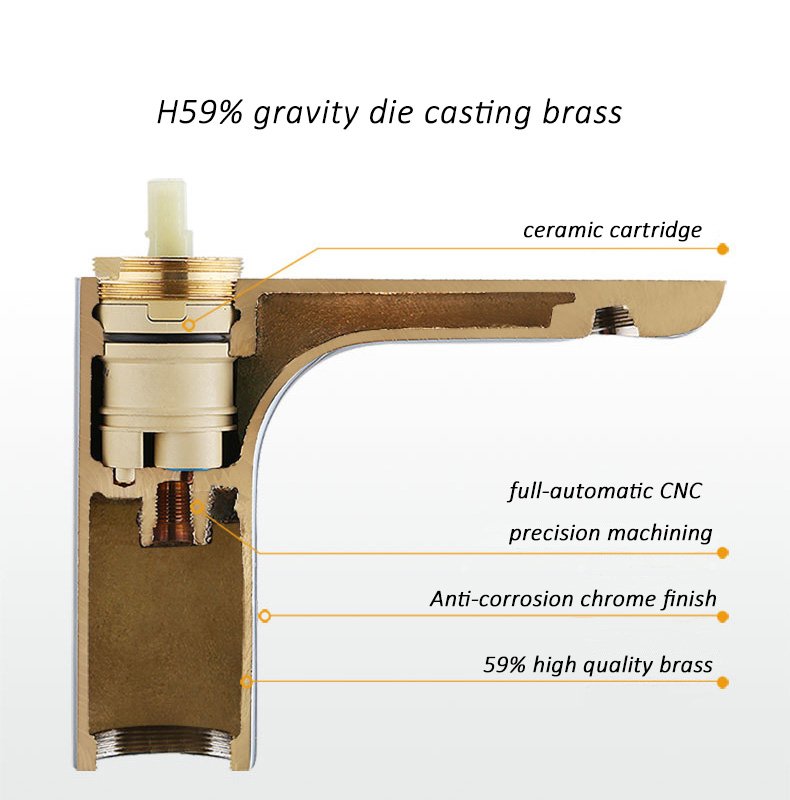
Innri uppbygging blöndunartækisins
Hráefni
Aðalhráefnin sem notuð eru við framleiðslu á koparblöndunartækjum eru kopar og sink. Kopar er aðalhluti kopar, venjulega að gera upp 60-70% af málmblöndunni, en sink gerir það sem eftir er 30-40%. Einnig má bæta öðrum málmum eins og blýi og tini við málmblönduna til að auka sérstaka eiginleika koparsins.
Framleiðsluferli Framleiðsla á koparblöndunartækjum felur venjulega í sér eftirfarandi skref:
1.Bræðsla og steypa.
Steypa er framleiðsluferli sem felur í sér að hita málm upp í háan hita og móta hann síðan í æskilegt form með því að nota deyja.
Fyrsta skrefið í framleiðsluferlinu er að bræða kopar og sink í ofni við háan hita.
Þegar eirinn hefur bráðnað, því er hellt í mót til að búa til stöng eða málm úr kopar. Þetta stykki er síðan kælt og geymt þar til það er tilbúið til notkunar.
Til að hefja heitt smíðaferlið, koparinn er hituð aftur í hitastig um það bil 1,800 gráður á Fahrenheit. Þegar koparinn hefur náð tilætluðum hita, það er sett í smíðapressu. Smíðapressan beitir þrýstingi á koparinn, þvinga það til að taka á sig form eins og tening.
Deyjan sem notuð er til að móta koparinn er úr stáli og hannaður til að búa til sérstaka lögun blöndunartækisins.
2.Gróf vinnsla
Þegar steypurnar hafa kólnað, þau eru fjarlægð úr mótunum og fara í grófa vinnslu til að fjarlægja umfram efni og gefa þeim grunnform sitt. Þetta er venjulega gert með því að nota rennibekk eða mölunarvél.
3.Frágangur
Eftir grófa vinnslu, steypurnar gangast undir nokkur stig frágangs til að ná endanlega lögun og yfirborðsáferð. Þetta getur falið í sér frekari vinnslu, fægja, og púst.
4.Málun
Lokaskrefið í framleiðsluferlinu er að plata blöndunartækið með lagi af krómi eða öðrum skrautmálmi. Þetta eykur ekki aðeins útlit blöndunartækisins heldur veitir einnig viðbótarvörn gegn tæringu.
5..Samkoma
Hinir ýmsu íhlutir blöndunartækisins, eins og stúturinn, höndla, og loki, eru síðan settar saman. Þetta getur falið í sér að skrúfa eða þrýsta hlutunum saman eða nota lím til að halda þeim á sínum stað.
6.Gæðaeftirlit
Í gegnum framleiðsluferlið, gerðar eru gæðaeftirlitsráðstafanir til að tryggja að blöndunartæki uppfylli tilskilda staðla. Þetta getur falið í sér sjónrænar skoðanir, prófun fyrir leka og öðrum göllum, og athuga mál og vikmörk hinna ýmsu íhluta.

Framleiðsluferli blöndunartækisins
Niðurstaða
Framleiðsla á koparblöndunartækjum tekur til nokkurra stiga, frá því að bræða hráefnin til að húða fullunna vöru til uppsetningar. Notkun hágæða hráefnis, nákvæmni framleiðslutækni, og strangar gæðaeftirlitsráðstafanir stuðla allar að framleiðslu á varanlegum, langvarandi blöndunartæki sem eru bæði hagnýt og fagurfræðilega ánægjuleg.
