
ਪਿੱਤਲ ਦੇ faucets ਆਮ ਤੌਰ 'ਤੇ ਆਪਣੇ ਟਿਕਾਊਤਾ ਦੇ ਕਾਰਨ ਘਰੇਲੂ ਅਤੇ ਵਪਾਰਕ ਸੈਟਿੰਗਾਂ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਖੋਰ ਪ੍ਰਤੀਰੋਧ, ਅਤੇ ਆਕਰਸ਼ਕ ਸੁਹਜ. ਇਸ ਲੇਖ ਵਿਚ, ਅਸੀਂ ਪਿੱਤਲ ਦੀਆਂ ਨਲਾਂ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੀ ਪੜਚੋਲ ਕਰਾਂਗੇ, ਕੱਚੇ ਮਾਲ ਤੋਂ ਤਿਆਰ ਉਤਪਾਦ ਤੱਕ.
ਕੱਚਾ ਮਾਲ ਪਿੱਤਲ ਦੀਆਂ ਨਲਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਪ੍ਰਾਇਮਰੀ ਕੱਚਾ ਮਾਲ ਤਾਂਬਾ ਅਤੇ ਜ਼ਿੰਕ ਹਨ।. ਤਾਂਬਾ ਪਿੱਤਲ ਦਾ ਮੁੱਢਲਾ ਤੱਤ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਬਣਾਉਣਾ 60-70% ਮਿਸ਼ਰਤ ਦਾ, ਜਦੋਂ ਕਿ ਜ਼ਿੰਕ ਬਾਕੀ ਬਚਦਾ ਹੈ 30-40%. ਪਿੱਤਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਵਧਾਉਣ ਲਈ ਹੋਰ ਧਾਤਾਂ ਜਿਵੇਂ ਕਿ ਲੀਡ ਅਤੇ ਟੀਨ ਨੂੰ ਵੀ ਮਿਸ਼ਰਤ ਵਿੱਚ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ।.
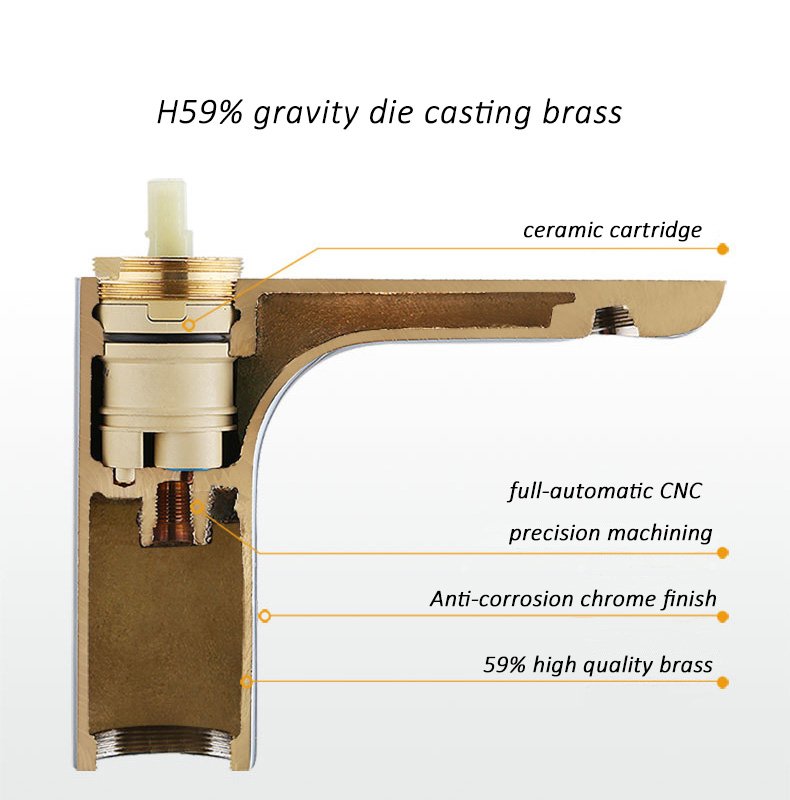
ਨਲ ਦੀ ਅੰਦਰੂਨੀ ਬਣਤਰ
ਕੱਚਾ ਮਾਲ
ਪਿੱਤਲ ਦੀਆਂ ਨਲਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਪ੍ਰਾਇਮਰੀ ਕੱਚਾ ਮਾਲ ਤਾਂਬਾ ਅਤੇ ਜ਼ਿੰਕ ਹਨ. ਤਾਂਬਾ ਪਿੱਤਲ ਦਾ ਮੁੱਢਲਾ ਤੱਤ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਬਣਾਉਣਾ 60-70% ਮਿਸ਼ਰਤ ਦਾ, ਜਦੋਂ ਕਿ ਜ਼ਿੰਕ ਬਾਕੀ ਬਚਦਾ ਹੈ 30-40%. ਪਿੱਤਲ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਵਧਾਉਣ ਲਈ ਹੋਰ ਧਾਤਾਂ ਜਿਵੇਂ ਕਿ ਲੀਡ ਅਤੇ ਟੀਨ ਨੂੰ ਵੀ ਮਿਸ਼ਰਤ ਵਿੱਚ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ।.
ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪਿੱਤਲ ਦੀਆਂ ਨਲਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਹੇਠਾਂ ਦਿੱਤੇ ਕਦਮ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ:
1.ਪਿਘਲਣਾ ਅਤੇ ਕਾਸਟਿੰਗ.
ਕਾਸਟਿੰਗ ਇੱਕ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜਿਸ ਵਿੱਚ ਧਾਤ ਨੂੰ ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਗਰਮ ਕਰਨਾ ਅਤੇ ਫਿਰ ਡਾਈ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਇਸਨੂੰ ਲੋੜੀਂਦੇ ਰੂਪ ਵਿੱਚ ਆਕਾਰ ਦੇਣਾ ਸ਼ਾਮਲ ਹੈ।.
ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਪਹਿਲਾ ਕਦਮ ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਇੱਕ ਭੱਠੀ ਵਿੱਚ ਤਾਂਬੇ ਅਤੇ ਜ਼ਿੰਕ ਨੂੰ ਪਿਘਲਾਉਣਾ ਹੈ.
ਇੱਕ ਵਾਰ ਪਿੱਤਲ ਪਿਘਲ ਗਿਆ ਹੈ, ਇਸ ਨੂੰ ਪਿੱਤਲ ਦੀ ਪੱਟੀ ਬਣਾਉਣ ਲਈ ਇੱਕ ਉੱਲੀ ਵਿੱਚ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ. ਇਸ ਬਿਲੇਟ ਨੂੰ ਫਿਰ ਠੰਡਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਉਦੋਂ ਤੱਕ ਸਟੋਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਤੱਕ ਇਹ ਵਰਤੋਂ ਲਈ ਤਿਆਰ ਨਹੀਂ ਹੁੰਦਾ.
ਗਰਮ ਫੋਰਜਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸ਼ੁਰੂ ਕਰਨ ਲਈ, ਪਿੱਤਲ ਦੇ ਬਿਲੇਟ ਨੂੰ ਆਲੇ-ਦੁਆਲੇ ਦੇ ਤਾਪਮਾਨ 'ਤੇ ਦੁਬਾਰਾ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ 1,800 ਡਿਗਰੀ ਫਾਰਨਹੀਟ. ਇੱਕ ਵਾਰ ਪਿੱਤਲ ਲੋੜੀਂਦੇ ਤਾਪਮਾਨ 'ਤੇ ਪਹੁੰਚ ਗਿਆ ਹੈ, ਇਸਨੂੰ ਇੱਕ ਫੋਰਜਿੰਗ ਪ੍ਰੈਸ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ. ਫੋਰਜਿੰਗ ਪ੍ਰੈਸ ਪਿੱਤਲ 'ਤੇ ਦਬਾਅ ਲਾਗੂ ਕਰਦਾ ਹੈ, ਇਸ ਨੂੰ ਮਰਨ ਦਾ ਰੂਪ ਧਾਰਨ ਕਰਨ ਲਈ ਮਜਬੂਰ ਕਰਨਾ.
ਪਿੱਤਲ ਨੂੰ ਆਕਾਰ ਦੇਣ ਲਈ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਡਾਈ ਸਟੀਲ ਤੋਂ ਬਣਾਇਆ ਗਿਆ ਹੈ ਅਤੇ ਨਲ ਦੀ ਖਾਸ ਸ਼ਕਲ ਬਣਾਉਣ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ ਹੈ.
2.ਰਫ ਮਸ਼ੀਨਿੰਗ
ਇੱਕ ਵਾਰ ਕਾਸਟਿੰਗ ਠੰਡਾ ਹੋ ਗਿਆ ਹੈ, ਉਹਨਾਂ ਨੂੰ ਮੋਲਡ ਤੋਂ ਹਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕਿਸੇ ਵੀ ਵਾਧੂ ਸਮੱਗਰੀ ਨੂੰ ਹਟਾਉਣ ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਉਹਨਾਂ ਦਾ ਮੂਲ ਰੂਪ ਦੇਣ ਲਈ ਮੋਟਾ ਮਸ਼ੀਨਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਖਰਾਦ ਜਾਂ ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
3.ਮੁਕੰਮਲ ਹੋ ਰਿਹਾ ਹੈ
ਮੋਟਾ ਮਸ਼ੀਨਿੰਗ ਦੇ ਬਾਅਦ, ਕਾਸਟਿੰਗ ਆਪਣੀ ਅੰਤਮ ਸ਼ਕਲ ਅਤੇ ਸਤਹ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਫਿਨਿਸ਼ਿੰਗ ਦੇ ਕਈ ਪੜਾਵਾਂ ਵਿੱਚੋਂ ਗੁਜ਼ਰਦੀ ਹੈ. ਇਸ ਵਿੱਚ ਹੋਰ ਮਸ਼ੀਨਿੰਗ ਸ਼ਾਮਲ ਹੋ ਸਕਦੀ ਹੈ, ਪਾਲਿਸ਼ ਕਰਨਾ, ਅਤੇ buffing.
4.ਪਲੇਟਿੰਗ
ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦਾ ਅੰਤਮ ਪੜਾਅ ਕ੍ਰੋਮ ਜਾਂ ਹੋਰ ਸਜਾਵਟੀ ਧਾਤ ਦੀ ਇੱਕ ਪਰਤ ਨਾਲ ਨੱਕ ਨੂੰ ਪਲੇਟ ਕਰਨਾ ਹੈ. ਇਹ ਨਾ ਸਿਰਫ਼ ਨੱਕ ਦੀ ਦਿੱਖ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ ਬਲਕਿ ਖੋਰ ਦੇ ਵਿਰੁੱਧ ਵਾਧੂ ਸੁਰੱਖਿਆ ਵੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ.
5..ਅਸੈਂਬਲੀ
ਨਲ ਦੇ ਵੱਖ-ਵੱਖ ਹਿੱਸੇ, ਜਿਵੇਂ ਕਿ ਟੁਕੜਾ, ਹੈਂਡਲ, ਅਤੇ ਵਾਲਵ, ਫਿਰ ਇਕੱਠੇ ਇਕੱਠੇ ਹੁੰਦੇ ਹਨ. ਇਸ ਵਿੱਚ ਪੁਰਜ਼ਿਆਂ ਨੂੰ ਇਕੱਠਿਆਂ ਪੇਚ ਕਰਨਾ ਜਾਂ ਦਬਾਉਣ ਜਾਂ ਉਹਨਾਂ ਨੂੰ ਥਾਂ 'ਤੇ ਰੱਖਣ ਲਈ ਚਿਪਕਣ ਵਾਲੀਆਂ ਚੀਜ਼ਾਂ ਦੀ ਵਰਤੋਂ ਸ਼ਾਮਲ ਹੋ ਸਕਦੀ ਹੈ.
6.ਗੁਣਵੱਤਾ ਕੰਟਰੋਲ
ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਉਪਾਅ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਕਿ ਨਲ ਲੋੜੀਂਦੇ ਮਾਪਦੰਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ. ਇਹਨਾਂ ਵਿੱਚ ਵਿਜ਼ੂਅਲ ਨਿਰੀਖਣ ਸ਼ਾਮਲ ਹੋ ਸਕਦੇ ਹਨ, ਲੀਕ ਅਤੇ ਹੋਰ ਨੁਕਸ ਲਈ ਟੈਸਟਿੰਗ, ਅਤੇ ਵੱਖ-ਵੱਖ ਹਿੱਸਿਆਂ ਦੇ ਮਾਪ ਅਤੇ ਸਹਿਣਸ਼ੀਲਤਾ ਦੀ ਜਾਂਚ ਕਰਨਾ.

ਨਲ ਦੇ ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ
ਸਿੱਟਾ
ਪਿੱਤਲ ਦੀਆਂ ਨਲਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਕਈ ਪੜਾਅ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ, ਕੱਚੇ ਮਾਲ ਨੂੰ ਪਿਘਲਣ ਤੋਂ ਲੈ ਕੇ ਤਿਆਰ ਉਤਪਾਦ ਦੀ ਸਥਾਪਨਾ ਤੱਕ ਪਲੇਟਿੰਗ ਤੱਕ. ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਕੱਚੇ ਮਾਲ ਦੀ ਵਰਤੋਂ, ਸ਼ੁੱਧਤਾ ਨਿਰਮਾਣ ਤਕਨੀਕ, ਅਤੇ ਸਖਤ ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਉਪਾਅ ਸਾਰੇ ਟਿਕਾਊ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਯੋਗਦਾਨ ਪਾਉਂਦੇ ਹਨ, ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਚੱਲਣ ਵਾਲੇ faucets ਜੋ ਕਾਰਜਸ਼ੀਲ ਅਤੇ ਸੁਹਜ ਪੱਖੋਂ ਪ੍ਰਸੰਨ ਹੁੰਦੇ ਹਨ.
